|









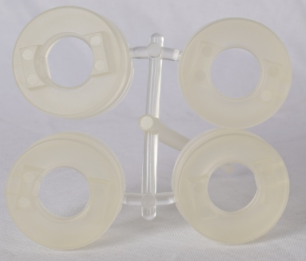
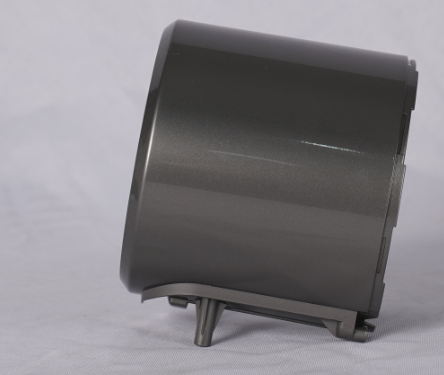
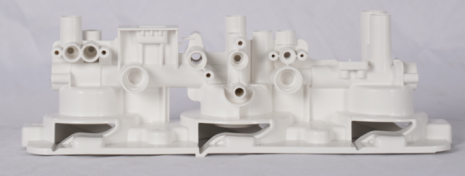
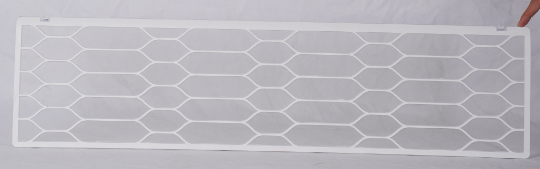
SAN+30 % Glasfaser
Die Teilklinge ist dünn und die Zugabe von Glasfaser führt zu einer schwierigen Füllung.
Der PL-Abstand zwischen Kern und Hohlraum beträgt maximal 0,05 mm.
Schieber an 4 Seiten, kurze Schüsse erscheinen leicht auf der Klinge, müssen die Stabilität der Teileproduktion gewährleisten.
Analysieren Sie das Teil aus professioneller Sicht, um Teileprobleme zu vermeiden. GDM hat früher 1*8-Kavitäten hergestellt, sodass GDM über umfangreiche technische Erfahrung verfügt.
Die Kunst und Wissenschaft spritzgegossener Querstromventilatoren: Ein Einblick in Hohlraumdesign und -optimierung
Die Welt der Fertigung ist eine dynamische Landschaft, in der es vor Innovation und Präzision nur so wimmelt, insbesondere im Bereich des Spritzgusses.Ein typisches Beispiel ist die Herstellung von Querstromventilatoren, ein Prozess, der von einer Vielzahl von Komponenten abhängt, wobei die Gestaltung des Formhohlraums im Mittelpunkt steht.Dieser Artikel befasst sich mit den komplizierten Details der Gestaltung der perfekten Kavität und hebt den Beitrag von Zhuhai Gree Daikin Precision Mold (GDM) in diesem Bereich hervor.
**Spritzguss-Hohlraumdesign und Hohlraumlayout-Optimierung**
Der Grundstein für ein erfolgreiches Spritzgießen ist die durchdachte Gestaltung des Formhohlraums.Bei GDM integrieren wir die besten Praktiken von Gree Electric und Daikin Industries, um sicherzustellen, dass unsere Hohlräume auf optimale Leistung ausgelegt sind.Die Anordnung dieser Hohlräume ist für einen reibungslosen Materialfluss optimiert, wodurch Gleichmäßigkeit gewährleistet und die Wahrscheinlichkeit von Fehlern verringert wird.
**Wandstärkenanalyse und Anschnittsystemdesign**
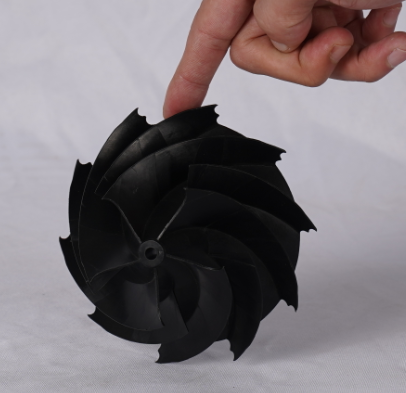
Ein entscheidender Aspekt der Hohlraumkonstruktion ist die Analyse der Wandstärke.Der dünne Flügel des Querstromventilators erfordert eine präzise Wandstärke, wobei SAN+30 % Glasfaser besondere Herausforderungen beim Befüllen mit sich bringt.Das Design des Angusssystems erleichtert dies und leitet das Material effizient und gleichmäßig in den Formhohlraum.
**Laufraddesign, Auswuchtung und Hohlraumkühlsystemdesign**
Das Design und die Ausbalancierung des Angusssystems spielen eine entscheidende Rolle bei der Erzielung einer gleichmäßigen Temperaturverteilung und der Reduzierung von Druckverlusten.Ergänzt wird dies durch das Hohlraumkühlsystemdesign, das dazu beiträgt, das Formteil schnell abzukühlen, um Maßgenauigkeit und Teilequalität aufrechtzuerhalten.
**Design des Auswurfsystems und Entwurfswinkeldesign**
Das Auswurfsystem ist so konzipiert, dass es eine nahtlose Freigabe des Formteils gewährleistet und so das Risiko einer Verformung oder Beschädigung verringert.Die Gestaltung des Schrägenwinkels spielt in diesem Prozess eine entscheidende Rolle und sorgt dafür, dass das Teil reibungslos herausgeführt wird.
**Anforderungen an die Oberflächenbeschaffenheit und Materialauswahl für Hohlräume**
Die Anforderungen an die Oberflächenbeschaffenheit des Hohlraums sind von größter Bedeutung.Sie beeinträchtigen nicht nur die ästhetische Qualität der Querstromventilatorflügel, sondern auch deren Funktionalität.Ebenso wichtig ist die Materialauswahl für Hohlräume, wobei Aspekte wie Verschleißfestigkeit, Haltbarkeit und Bearbeitbarkeit berücksichtigt werden.
**Kavitätenbearbeitungsprozesse und Hohlraumpoliertechniken**
Präzision bei Hohlraumbearbeitungsprozessen ist der Schlüssel, mit einem PL-Abstand zwischen Kern und Hohlraum von maximal 0,05 mm.Hohlraumpoliertechniken werden eingesetzt, um eine glatte, hochwertige Oberfläche zu gewährleisten und die Reibung während des Formprozesses zu reduzieren.
**Methoden zur Hohlrauminspektion und parametrisches Hohlraumdesign**
Hohlrauminspektionsmethoden stellen sicher, dass alle Parameter eingehalten werden und Probleme vor der Produktionsphase behoben werden.Das parametrische Hohlraumdesign, bei dem Parameter je nach spezifischen Anforderungen angepasst werden können, erhöht die Vielseitigkeit der Form.
**Rapid Prototyping für Hohlräume und konforme Kühlung für Hohlräume**
Rapid Prototyping für Hohlräume ermöglicht die schnelle und genaue Herstellung von Prototypen zur Validierung.Konforme Kühlkanäle, die der Form des Hohlraums folgen, sorgen für eine effiziente Kühlung und höhere Produktivität.
**Multimaterial-Spritzguss- und Insert-Molding-Techniken**
Das Multimaterial-Spritzgießen ermöglicht die Herstellung komplexer Teile und erweitert die Designmöglichkeiten.Insert-Molding-Techniken ermöglichen die Integration mehrerer Materialien in ein einziges Teil und verbessern so dessen Funktionalität.
Zusammenfassend lässt sich sagen, dass das Querstrom-Ventilator-Spritzgussverfahren ein Beweis für die Kunst der Präzision und die Wissenschaft der Genauigkeit ist.Bei GDM nutzen wir die Synergie zweier globaler Fertigungsgiganten und schaffen eine Welt, in der Technologie und Fachwissen zusammenfließen, um der Welt hochmoderne Präzisionsformen zu liefern.
Die Kunst und Wissenschaft spritzgegossener Querstromventilatoren: Ein Einblick in Hohlraumdesign und -optimierung
Die Welt der Fertigung ist eine dynamische Landschaft, in der es vor Innovation und Präzision nur so wimmelt, insbesondere im Bereich des Spritzgusses.Ein typisches Beispiel ist die Herstellung von Querstromventilatoren, ein Prozess, der von einer Vielzahl von Komponenten abhängt, wobei die Gestaltung des Formhohlraums im Mittelpunkt steht.Dieser Artikel befasst sich mit den komplizierten Details der Gestaltung der perfekten Kavität und hebt den Beitrag von Zhuhai Gree Daikin Precision Mold (GDM) in diesem Bereich hervor.
**Spritzguss-Hohlraumdesign und Hohlraumlayout-Optimierung**
Der Grundstein für ein erfolgreiches Spritzgießen ist die durchdachte Gestaltung des Formhohlraums.Bei GDM integrieren wir die besten Praktiken von Gree Electric und Daikin Industries, um sicherzustellen, dass unsere Hohlräume auf optimale Leistung ausgelegt sind.Die Anordnung dieser Hohlräume ist für einen reibungslosen Materialfluss optimiert, wodurch Gleichmäßigkeit gewährleistet und die Wahrscheinlichkeit von Fehlern verringert wird.
**Wandstärkenanalyse und Anschnittsystemdesign**
Ein entscheidender Aspekt der Hohlraumkonstruktion ist die Analyse der Wandstärke.Der dünne Flügel des Querstromventilators erfordert eine präzise Wandstärke, wobei SAN+30 % Glasfaser besondere Herausforderungen beim Befüllen mit sich bringt.Das Design des Angusssystems erleichtert dies und leitet das Material effizient und gleichmäßig in den Formhohlraum.
**Laufraddesign, Auswuchtung und Hohlraumkühlsystemdesign**
Das Design und die Ausbalancierung des Angusssystems spielen eine entscheidende Rolle bei der Erzielung einer gleichmäßigen Temperaturverteilung und der Reduzierung von Druckverlusten.Ergänzt wird dies durch das Hohlraumkühlsystemdesign, das dazu beiträgt, das Formteil schnell abzukühlen, um Maßgenauigkeit und Teilequalität aufrechtzuerhalten.
**Design des Auswurfsystems und Entwurfswinkeldesign**
Das Auswurfsystem ist so konzipiert, dass es eine nahtlose Freigabe des Formteils gewährleistet und so das Risiko einer Verformung oder Beschädigung verringert.Die Gestaltung des Schrägenwinkels spielt in diesem Prozess eine entscheidende Rolle und sorgt dafür, dass das Teil reibungslos herausgeführt wird.
**Anforderungen an die Oberflächenbeschaffenheit und Materialauswahl für Hohlräume**
Die Anforderungen an die Oberflächenbeschaffenheit des Hohlraums sind von größter Bedeutung.Sie beeinträchtigen nicht nur die ästhetische Qualität der Querstromventilatorflügel, sondern auch deren Funktionalität.Ebenso wichtig ist die Materialauswahl für Hohlräume, wobei Aspekte wie Verschleißfestigkeit, Haltbarkeit und Bearbeitbarkeit berücksichtigt werden.
**Kavitätenbearbeitungsprozesse und Hohlraumpoliertechniken**
Präzision bei Hohlraumbearbeitungsprozessen ist der Schlüssel, mit einem PL-Abstand zwischen Kern und Hohlraum von maximal 0,05 mm.Hohlraumpoliertechniken werden eingesetzt, um eine glatte, hochwertige Oberfläche zu gewährleisten und die Reibung während des Formprozesses zu reduzieren.
**Methoden zur Hohlrauminspektion und parametrisches Hohlraumdesign**
Hohlrauminspektionsmethoden stellen sicher, dass alle Parameter eingehalten werden und Probleme vor der Produktionsphase behoben werden.Das parametrische Hohlraumdesign, bei dem Parameter je nach spezifischen Anforderungen angepasst werden können, erhöht die Vielseitigkeit der Form.
**Rapid Prototyping für Hohlräume und konforme Kühlung für Hohlräume**
Rapid Prototyping für Hohlräume ermöglicht die schnelle und genaue Herstellung von Prototypen zur Validierung.Konforme Kühlkanäle, die der Form des Hohlraums folgen, sorgen für eine effiziente Kühlung und höhere Produktivität.
**Multimaterial-Spritzguss- und Insert-Molding-Techniken**
Das Multimaterial-Spritzgießen ermöglicht die Herstellung komplexer Teile und erweitert die Designmöglichkeiten.Insert-Molding-Techniken ermöglichen die Integration mehrerer Materialien in ein einziges Teil und verbessern so dessen Funktionalität.
Zusammenfassend lässt sich sagen, dass das Querstrom-Ventilator-Spritzgussverfahren ein Beweis für die Kunst der Präzision und die Wissenschaft der Genauigkeit ist.Bei GDM nutzen wir die Synergie zweier globaler Fertigungsgiganten und schaffen eine Welt, in der Technologie und Fachwissen zusammenfließen, um der Welt hochmoderne Präzisionsformen zu liefern.